Содержание
- 1 TIG или MIG? Разбираемся
- 2 Все о сварке tig: как настроить и научиться варить за 3 часа — в помощь начинающим
- 3 Полуавтоматическая сварка (MIG-MAG): принцип работы и виды
- 4 Различия MMA, MIG/MAG и TIG сварки: преимущества и недостатки
- 5 Что такое аргонодуговая сварка TIG
- 6 Tig сварка — что за способ, где он применим: описание, параметры, режимы
- 7 Безопасная работа
- 8 Диаметр проволоки
- 9 Как расшифровывается TIG, MIG, MAG
- 10 Основные принципы двух методик
- 11 Необходимое оборудование и расходные материалы
- 12 Особенности TIG сварки
- 13 Ток сварки
- 14 Что представляет собой сварка MIG/MAG полуавтоматом
- 15 Что можно варить аргоновой сваркой ТИГ?
- 16 Какой газ применяется
- 17 Какие сплавы можно варить?
- 18 Какой инвертор лучше выбрать?
- 19 Плюсы и минусы полуавтоматической сварки
- 20 Плюсы и минусы использования Ar и других инертных газов
- 21 Рекомендации по сварке
- 22 Заключение
- 23 Что нужно еще для сварки аргоном?
- 24 Подготовка к сварке
- 25 Вывод
- 26 Условные обозначения
- 27 Как правильно работать с горелкой
- 28 TIG MIG сварка, что это такое и в чем отличия.
- 29 Как присоединять клеммы
- 30 Обучающие тренировки для начинающих
- 31 Влияние газов на сварочный процесс
- 32 Tig сварка видеоурок
- 33 Основные параметры ТИГ сварки
- 34 Подготовительные мероприятия перед сваркой
- 35 Нюансы сварных соединений разных металлов
TIG или MIG? Разбираемся

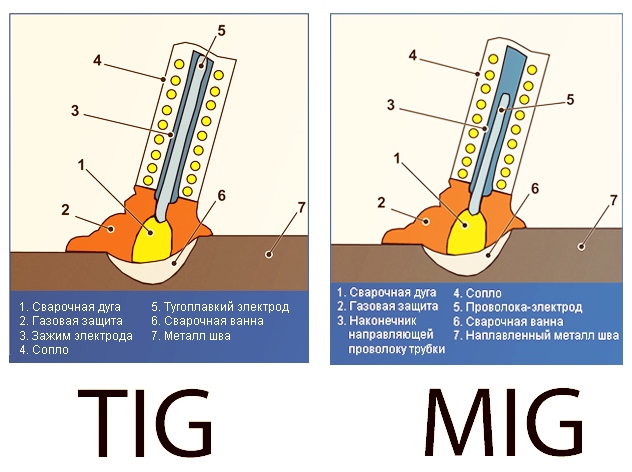
Сварка неплавящимся электродом в среде защитного газа (TIG / GTAW) и сварка электродной проволокой в инертных газах (MIG / GMAW) – это методы сварки, разработанные в начале 1940-х годов в ответ на возросший спрос на вооружение. TIG был разработан в первую очередь для авиационной промышленности, а MIG был разработан для увеличения скорости производства оружия.
Основы
Сварка TIG использует вольфрамовый электрод. Он не потребляется во время сварки, всего лишь требует небольшой заточки. Сварка TIG использует аргон, смесь аргона и водорода или газовую смесь аргона и гелия для обеспечения защиты. Сварка TIG рекомендуется для таких материалов, как магний, алюминий и медные сплавы, а также тонкие кусочки нержавеющей стали.
С другой стороны, сварка MIG хорошо работает на сталях, потому что это один из самых быстрых способов сварки. Сварка MIG использует металлический электрод, который удваивается в качестве наполнителя для сварки и потребляется во время процесса. При сварке MIG газ аргона используется отдельно или в сочетании с кислородом, двуокисью углерода или гелием.
Особенности сварки TIG
- Создает качественные сварные швы
- Сварщик может точно контролировать температуру электрода, что приводит к меньшим неточностям
- Без брызг
- Сварку можно производить с использованием или без наполнителя
- Имеет более низкую скорость осаждения
Особенности сварки MIG
- Более длинные сварные швы без остановок, что приводит к увеличению производительности
- Более дешевые сварочные аппараты
- Легче учиться и хорошо для домашнего использования
- Требуется меньше очистки
Итог
В целом, сварка TIG сложнее, чем сварка MIG, потому что между электродом, наполнителем и заготовкой должны поддерживаться более жесткие допуски. Несмотря на то, что сварка MIG менее сложная, сварка TIG производит сварные швы высшего качества. В конце концов, это зависит от того, какую сварочную работу вам нужно выполнить.
Менеджеры компании ADG-Сварка помогут подобрать для Вас оптимальный сварочный аппарат (инвертор) для работы с любым видом сварки.
Все о сварке tig: как настроить и научиться варить за 3 часа — в помощь начинающим
Сварка tig для начинающих сложный процесс, и человеку самому трудно разобраться. Эта статья поможет ознакомиться с принципами tig сварки, оборудованием, и непосредственно с работой со сварочным аппаратом.
Полуавтоматическая сварка (MIG-MAG): принцип работы и виды
Полуавтоматические сварки, работающие в газовой среде, позволяют создавать прочное соединение металлических деталей. Аппараты MIG/MAG подходят для работы с разными стальными сплавами и цветными металлами. В качестве электрода используется проволока разной толщины. И для защиты расплавленного металла от кислорода из сопла выделяется газ.

Различия MMA, MIG/MAG и TIG сварки: преимущества и недостатки
Сварка – сложный технологический процесс получения неразъёмных соединений металлических деталей. Устанавливается межатомная связь посредством нагрева и пластического деформирования соединяемых краев металлических заготовок. Среди многочисленных способов основополагающими видами сварки являются MMA, MIG/MAG и TIG технологии. Что представляет каждая из них и в чём их различия – этому посвящена данная статья.
Что такое аргонодуговая сварка TIG

Многие почему-то путают аргонодуговую TIG сварку с полуавтоматической сваркой при помощи проволоки. Однако на самом деле это не так, и TIG сварка, также далека от полуавтомата, как и MMA сварка плавящимся электродом.
На самом деле все просто, и аббревиатура TIG расшифровывается, как — Tungsten Inert Gas. Если в двух словах, то это — аргонодуговая сварка неплавящимся вольфрамовым электродом.
В отличие от MAG и MIG сварки, TIG сварка производится в среде инертного газа, такого как аргон. Главным элементом для сварки выступает вольфрамовый электрод, который изготовлен из очень тугоплавкого металла. Его температура плавления почти 4000°C.
Tig сварка — что за способ, где он применим: описание, параметры, режимы
Для сборки всевозможных сварных конструкций из легированных сталей и для соединений цветных металлов используется аргонодуговая сварка. Из статьи можно узнать, что же такое сварка аргоном, что варят с использованием инертных газов, как влияет защитное облако на процесс многое другое.
Безопасная работа
Прежде чем начать сварку, надо принять меры по безопасности. Сварщику необходимо иметь защитные средства:
- краги из искростойких материалов;
- маска – тип „Хамелион“ или обычная со светофильтром;
- роба;
- обувь из кожи и войлока;
- очки для защиты глаз от металлических частиц при ошкуривании.

Маска „Хамелион“ с автоматической регулировкой – затемняется только при зажигании дуги. Степень затемнения можно настроить самостоятельно.
При работе следует соблюдать пожарную и электробезопасность. В рабочем помещении необходимо установить вентиляцию, а в гараже или домашней мастерской работать при открытых дверях и окнах.
Диаметр проволоки
Выбирается от толщены свариваемого металла. Диапазон проволоки идёт от 0,8-3,0 мм. Для тонколистового металла выбирается проволока диаметром до 1,2 мм. При использовании проволоки небольшого сечения, сварочный шов получается аккуратным.
Как расшифровывается TIG, MIG, MAG
TIG сварка — расшифровывается как: Tungsten Inert Gas, сварка в среде инертного газа неплавящимся электродом.
MIG и MAG сварка — расшифровывается как: Metal Inert/Active Gas, то есть, дуговая сварка в защитной среде активного или инертного газов.

Полуавтоматический способ сваривания металлов признан самым эффективным и универсальным. Наибольшее применение он получил в промышленных целях, однако данный вид сварки зачастую используют и для бытового применения.
Всё благодаря тому, что на рынке появились мобильные инверторные полуавтоматы, которые кроме режима MIG и MAG, также способны поддерживать MMA сварку.
Основные принципы двух методик
Технология сварки TIG предусматривает применение электродов из вольфрама, которые не потребляются в процессе сваривания, а нуждаются только в незначительной заточке. Помимо того, во время такой сварки используется аргон, который может быть смешан с гелием или водородом, дабы обеспечить защиту формируемого шва. Рекомендована данная методика для сваривания изделий или конструкций из сплавов меди, алюминия, магния и тонколистовой нержавеющей стали.
Что до сварки MIG, то её используют при работе со сталью, что значительно ускоряет процесс формирования готового изделия. В данном случае необходимы металлические электроды, потребляемые в процессе и удваиваемые в качестве наполнителя. Данная технология предусматривает формирование защитной среды, которая образуется посредством того же аргона или его смеси с гелием, двуокисью углерода или кислорода.

Необходимое оборудование и расходные материалы

Прежде всего, начинающему надо изучить что это такое tig сварка.
Это процесс сварки металлов в газовой среде неплавящимся электродом. Представляет собой комбинацию дуговой и газовой сварки, т.к. применяются электродуга и газ.
Сначала начинающим важно ознакомиться с необходимым оборудованием и расходниками.
Особенности TIG сварки
Используя в работе данный метод, сварщик легко контролирует температурный режим процесса (t самого электрода), за счет чего можно существенно снизить количество неточностей и ошибок при сварке.
К тому же, сварку в данном случае можно осуществлять, используя наполнитель шва, или же без такового. Нет в этой ситуации брызг, а сама сварка характеризуется более низкими темпами осаждения.
Ток сварки
Три большом токе, происходить большее проплавление металла.
В таблице ниже представлен ток сварки:
| Проволока, мм | Ток сварки, А |
| 0,8 | 70-110 |
| 1,2 | 120-150 |
| 2,0 | 300-350 |
Род тока и полярность
Сварка полуавтоматом выполняется на постоянном токе. Полярность выставляется обратная. При такой полярности происходит меньшее разбрызгивание расплавленного металла.
Напряжение на дуге
Чем больше напряжение, тем меньше проплавление металла.
В таблице ниже представлено напряжение дуги:
| Проволока, мм | Напряжение дуги, В |
| 0,8 | 19-20 |
| 1,2 | 20-22 |
| 2,0 | 30-32 |
Скорость подачи проволоки
Скорость подачи должна быть оптимальной, иначе сварка будет либо обрываться, либо проволока будет не успевать расплавляться.
В таблице ниже представлена приблизительная скорость подачи проволоки:
| Проволока, мм | Скорость подачи проволоки, м/час |
| 0,8 | 110 |
| 1,2 | 160 |
| 2,0 | 340 |
Скорость сварки
При быстрой скорости, шов не будет успевать формироваться, а при малой будет избыточное образование шва или прожог металла.
В таблице ниже представлена приблизительная скорость сварки:
| Проволока, мм | Скорость сварки, м/час |
| 0,8 | 15-18 |
| 1,2 | 16-19 |
| 2,0 | 28-30 |
Вылет проволоки
Подразумевается длина проволоки от края мундштука горелки до конца проволоки. Вылит проволоки напрямую зависти от скорости подачи проволоки. Длина должна быть оптимальной для стабильного расплавления проволоки.
В таблице ниже представлен вылет сварочной проволоки:
| Проволока, мм | Вылет проволоки, мм |
| 0,8 | 8-10 |
| 1,2 | 12-14 |
| 2,0 | 20-24 |
Расход газа
Низкая подача защитного газа, не даёт надёжной защиты сварочной ванны, а увеличение приводит к перерасходу.
Что представляет собой сварка MIG/MAG полуавтоматом
В отличие от обычного MMA инвертора, сварка которым осуществляется исключительно плавящимся электродом с покрытием, принцип работы полуавтоматической сварки несколько другой. Основными расходными материалами здесь выступает защитный газ и проволока, которая намотана на бобину и подаётся автоматически при работе полуавтомата.

Во время сварки проволока проходит через пистолет с газом. В момент появления дуги она плавится и заполняет расплавленным металлом сварочную ванну. Газ, который также подаётся вместе с проволокой, защищает расплавленный металл от отрицательного воздействия окружающей среды.

Благодаря тому, что весь процесс сварки практически автоматизирован, данная сварка и получила такое созвучное название — полуавтоматическая. В отличие от ручной дуговой сварки, здесь нет необходимости каждый раз менять электрод. Также отсутствуют и многие другие операции, без которых не проходит процесс сваривания деталей электродом.
Что можно варить аргоновой сваркой ТИГ?
Данный способ имеет очень широкие границы применения. Варят как неприхотливые низкоуглеродистые стали, так и сплавы титана, дюрали, меди, высоколегированные жаропрочные и жаростойкие стали, никелевые сплавы и нержавейку. Сами режимы и методы процесса сильно разнятся. Так, к примеру для алюминия используется переменный ток или импульсный режим. Так что делаем вывод в аргоне можно заварить практически все.

Какой газ применяется

В данной технологии газ нужен для предохранения сварочной зоны от вредного влияния воздуха.
Лучше всего для этой цели подходят инертные газы – аргон и гелий. Аргон тяжелее кислорода воздуха и вытесняет его из рабочей зоны, а на практике сварка проводится в аргоновой среде, реже в смеси аргона с гелием. Чистый гелий применяется крайне редко.
К зоне сварки газ подается из баллона, снабженного манометром, редуктором с ротаметром. Редуктор предназначен для регулирования давления газа на выходе и для автоматического поддержания постоянного рабочего расхода газа. Ротаметр определяет точное количество газа в заданную единицу времени. Манометр показывает давление в баллоне.
Какие сплавы можно варить?
Технология MIG MAG используется для сварки низколегированных металлов и нержавеющей стали, сплавов на основе алюминия. Сварка с газовой защитой используется с недавних пор. Однако новая технология позволяет соединять металлы одного или разных типов.

Действие защитного газа
Газ позволяет создавать красивый и крепкий сварной шов, защищая раскаленное железо от атмосферного воздуха. Кислород окисляет расплавленный металл, азот и жидкость делают шов пористым и менее прочным. Газ помогает разжигать качественно сварочную дугу.
Другие функции защитного газа:
помогает контролировать скорость плавления;
предотвращает разбрызгивание расплавленного металла;
изменяет глубину проникновения сварочной дуги;
делает шов прочнее.
Минимальное достаточное количество газа должно поддерживать стабильное создание электрической дуги. Состав вещества воздействует на процесс погружения расплавленного железа в сварную ванну.
двуокись углерода без примесей обеспечивает хорошую скорость плавления, глубину проникновения дуги и округлый шов. Такой газ приводит к разбрызгиванию крупных раскаленных капель, которые разлетаются хаотично и могут случайно попадать в область сварки. Он способствует интенсивному испарению и плохо влияет на качество шва. Поэтому в двуокись углерода добавляется аргон;
универсальная смесь для работы с углекислой сталью делается из аргона 75% и двуокиси углерода 25%. Она уменьшает разбрызгивание и вероятность сквозного прожига тонких деталей;
гелий, аргон или комбинация этих элементов. Такой газ применяется для соединения цветного металла. Компоненты понижают скорость плавления, уровень проникновения дуги и сужают шов. Аргон помогает уменьшить разбрызгивание. К тому же такой газ стоит недорого. Гелий увеличивает уровень проникновения дуги, ускоряет плавление, укрепляет шов и делает его форму выпуклой.
Аргон без добавок нельзя использовать для сварки стали из-за нестабильности дуги.
Какой инвертор лучше выбрать?
Когда пользователь только учится варить для реализации бытовых нужд время от времени и в труднодоступных местах, где требуется мобильность оборудования, а рабочим материалом являются углеродистые, низколегированные и другие виды стали, то правильным выбором будет являться MMA аппарат ручной дуговой сварки.
Если нужно пользоваться оборудованием довольно часто и длительное время, а его мобильность не важна, то верным выбором будет приобретение сварочного полуавтомата МИГ/МАГ. В случае, когда не требуется быстрота работы, а востребовано качество шва ювелирной точности, а рабочим материалом является алюминий и сплавы цветных металлов, то следует выбирать TIG инвертор.
Плюсы и минусы полуавтоматической сварки
Преимущества сварки полуавтоматом очевидны, и в первую очередь, это высокая скорость выполнения сварочных работ. Длина сварочной проволоки большая, а объем газа в баллоне, также велик. Благодаря автоматической подаче проволоки к месту сварки, скорость выполнения и масштаб сварочных работ существенно возрастает.
Второй плюс связан с очень аккуратным и гладким сварным швом. Получить такой шов при ручной дуговой сварке невозможно, как и эффективно варить очень тонкий металл. Полуавтоматическая сварка — это самый лучший способ сваривания тонкостенных заготовок, толщина которых не превышает 0,5 мм.

Единственным недостатком полуавтоматической сварки является необходимость иметь под рукой защитный газ в баллоне. Само собой разумеется, что баллон нужно заправлять и транспортировать к месту проведения сварочных работ, что не совсем удобно и просто.
Кроме того, в некоторые места, и вовсе, нет возможности доставить баллон. Тогда сварка полуавтоматом осуществляется при помощи порошковой проволоки.
Плюсы и минусы использования Ar и других инертных газов
Аргонной называют сварочный процесс, проходящий в среде чистых инертных газов и смесей, защищающих расплав металла от окисления, насыщения водородом, азотом.
Сначала о преимуществах аргонодуговой сварки:
- Защитная среда ионизируется, поддерживается ровное горение дуги;
- Фактически максимальная защита как электрода, так и присадки от атмосферных газов;
- Можно соединять тонкие листовые заготовки без деформации;
- Высокопроизводительный сварочный процесс;
- Широкая номенклатура применяемых металлов и сплавов;
- Формируется однородный по структуре шов;
- Снижается риск непроваров, пор, подрезов и других дефектов;
- После работы не требуется очищать шовный валик от следов окалины, также за счет этого повышается производительность;
- Инертный газ безвреден, не оказывает вредного влияния на организм, окружающую среду.
Недостатком метода могут явиться громоздкое оборудование, необходимо к месту работы транспортировать баллон и систему подачи газа. Увеличиваются производственные затраты на расходники.
Рекомендации по сварке
Чтобы получить хороший результат, нужно следовать рекомендациям квалифицированных сварщиков:
Подходящая газовая смесь состоит на 30% из аргона и на 70% из сварочной углекислоты.
Проволока должна выходить из сопла на 6-12 мм.
Расстояние от сопла до металла – 5-15 мм. При этом расход газа составит 6-12 куб. м/мин, если давление в баллоне 0,05-0,2 атм. Снижение количества газа сказывается на качестве сварочных швов.
Для сварки применяется обратная полярность. Прямая нужна только для работы под флюсы.
Сопло во время сварки направляется к поверхности металла под углом и двигается влево и вправо. Так обеспечивается максимальная глубина плавления и хорошее качество шва.
Когда сопло по отношению к поверхности находится под углом ближе к 90 гр, шов становится шире, а глубина плавления понижается. Держатель остается в таком положении, когда свариваются тонкие металлы.
Поэтому для лучшего результата нужно уделять больше внимания деталям сварочного процесса.
Скорость выполнения работ
Нужно уделять внимание скорости формирования сварного шва и прохождения дуги по рабочей поверхности. Сварщик должен сам контролировать скорость перемещения горелки. Она должна совпадать с подачей электрода. Сечение проволоки зависит от толщины материала и формы шва.
Если сопло будет двигаться слишком быстро, может увеличиться разбрызгивание. Иногда газ попадает в расплавленный металл и образует поры. Слишком медленное движение приводит к заглублению дуги в металл.
Правильно выбранная скорость сварки позволяет сформировать отличный шов.

Интенсивность газового потока тоже влияет на качество сварки. Скорость подачи регулируется в зависимости от выхода проволоки. Если газ выделяется слишком медленно, ухудшится защита от окисления. Очень быстрый выход газа создает завихрения и тоже понижает качество защиты. Отклонения влияют на формирование пор в сварных швах. Поэтому необходимо создавать равномерный поток газа без завихрений. Это повлияет на скорость загрязнения сопла металлическими брызгами.
Безопасность
Необходимо соблюдать такие меры предосторожности при использовании полуавтоматической сварки:
глаза и кожа во время сварки подвергаются воздействию яркого света, который выделяется в процессе сварки. Поэтому необходимо пользоваться защитной маской;
прочные сварочные перчатки защищают руки от раскаленных брызг и от нагрева ультрафиолетом;
оператор должен носить костюм, пошитый из материала, который не прожгут брызги;
обувь должна быть закрытая. Если варить металл в сланцах, раскаленный металл легко будет попадать на кожу;
нужно обеспечить хорошую вентиляцию в помещении, где проводятся сварочные работы. Вредные выделения в воздух могут плохо повлиять на самочувствие, поэтому они должны быстро удаляться.
Перед началом работ рекомендуется ознакомиться с видами защитных газов и методов полуавтоматической сварки.
Заключение
Содержание данной статьи должно помочь сориентироваться в обширном ассортименте сварочного оборудования. Овладение профессией сварщика позволяет не только самостоятельно выполнять сварочные работы, но и даёт возможность получить дополнительный заработок.
Что нужно еще для сварки аргоном?
Сварочное оборудование бывает автоматическим, механизированным или ручным. Перечислим основные компоненты оборудования:
- Инверторный источник питания или сварочный выпрямитель;
- Осциллятор как уже ранее говорилось, применяется для бесконтактного розжига дуги за счет тока с высоким напряжением и частотой;
- Сварочная горелка с цангой, наконечником и вольфрамовым электродом;
Подготовка к сварке
Приведение в рабочее состояние состоит в том, чтобы собрать все гибкие связи в одно целое с аппаратом:
- закрепляем редуктор с ротаметром на газовом баллоне;
- шланг подключаем к редуктору;
- байонетный разъем горелки вставляем в минусовое гнездо;
- кабель управления присоединяется к соответствующему гнезду на лицевой панели инвертора;
- кабель массы соединяется с плюсовым гнездом на аппарате.
Обычно кабель горелки, газовый шланг и кабель заземления со всеми соединительными частями поставляется вместе со сварочным аппаратом.
Вывод
Технологии MIG/MAG очень популярна из-за простоты и обеспечением хорошего качества швов. Аппараты подходят для работы с разными металлами, повышают срок износа сваренных металлических конструкций.
Условные обозначения
В технических характеристиках сварочников можно встретить аббревиатуры TIG MIG, РАД, AC DC, непонятные начинающим сварщикам, приобретающим бытовое оборудование, работающее от сети. Существует стандартная и международная классификации видов.
Как правильно работать с горелкой
В сварке tig начинающему очень важно привыкнуть держать горелку и присадочный пруток. Рука должна опираться на рабочую поверхность для стабилизации движения.
Шланг, идущий от горелки, петлей надевается на руку. Горелка помещается между большим и указательным пальцем и ложится на безымянный и мизинец. Очень похоже на положении ручки при письме.
В левой руке находится пруток и регулярно мелкими шагами подается в сварочную ванну перед горелкой. Направление движения горелки справа налево.

Боковой угол должен составлять 90°. Наклон горелки к рабочей поверхности 70° – 80°, а прутка 15° – 30°. Между горелкой и прутком должен поддерживаться постоянный прямой угол, т.е. если горелка меняет положение, то и пруток следует за ней, сохраняя наклон.
Горелка двигается углом вперед в наклонном положении в сторону сварного шва. Вести электрод по оси шва, не отклоняясь. Важно следить, чтобы конец прутка был все время в зоне газовой защиты, иначе произойдет его окисление и загрязнение сварочной ванны.
В интернете есть много видео тиг сварки для начинающих, где наглядно показано, как работать с горелкой.
TIG MIG сварка, что это такое и в чем отличия.
- Технология Tungsten Inert Gas еще называется РАД – ручная аргонная сварка с использованием вольфрамового электрода (тонкие металлы варят без присадки встык, заготовки толще 2 мм – с использованием присадочной проволоки); Встречается аббревиатура wig – обозначающая, что применяется именно вольфрам для электрода;
- Метод Metal inert gas – ручная аргонодуговая обычным плавящимся электродом.
РАД осуществляется как на постоянном токе, так и на переменном. Чтобы различать аппараты, выдающие переменный и постоянный ток, введено обозначение аргонодуговой сварки AC DC. Аппараты для TIG, выдающие постоянный ток, называют DC-оборудованием. При выборе инверторов важно учитывать, для чего нужна аргоновая сварка. Сварочные аппараты AC/DC (direct current/alternating current) работают в двух режимах, можно работать на постоянном и переменном токе.
Переменный ток — АС
Аргонодуговая сварка, проводимая на переменном токе (AC) – используется для металлов с тугоплавкой оксидной пленкой таких как алюминий. Глубина проплавления на переменном токе существенно ниже, чем на постоянном токе порядка 14-22%.
Импульсная аргонодуговая сварка обеспечивается подачей кратковременных импульсов, используется при работе с плавящимся и неплавящимся электродом. При импульсно-дуговой технологии электродуга условно подразделяется на дежурную, поддерживаемую в холостом режиме, и рабочую, возникающую при подаче импульсного тока.
Как присоединять клеммы
При подключении сварочного аппарата, выдающего постоянный ток, учитывается полярность аргонодуговой сварки.
Прямая полярность
При прямой полярности минус на корпусе горелки, плюсовая клемма присоединяется к свариваемой заготовке. Тепловой центр электродуги смещается к металлу, он быстро расплавляется. Данный способ подключения часто применяется, являясь в преобладающем большинстве отличием перед миг сваркой в аргоне.
Обратная полярность
При использовании обратной полярности диаметр электрода должен быть толстым, он будет сильно разогреваться, а зона расплава формируется широкая и неглубокая. Обратная полярность используете при сварке сплавов, образующих пленочные оксиды или нитриды, препятствующие разрушению под воздействием внешних факторов (дюрали, титан).
За счет потока положительных частиц происходит катодное распыление оксидных и нитридных пленок, улучшается качество шва. Отметим, что для данного метода относительно редко применяется обратная полярность. Ее применение ускоряет износ электрода, также оставляя высокий риск попадания его частиц в металл шва. Следует учесть, что на обратной полярности Ar переходит в состояние плазмы.
Лучше пользоваться специальными газосмесями. При аргонодуговой сварке переменным током расположение клемм произвольное. Плюс и минус меняются с частотой рабочего тока.
Обучающие тренировки для начинающих
Упражнение 1
После изучения теории tig сварки начинающему можно приступать к практике. Главное – это привыкнуть держать горелку и присадочную проволоку, „набить руку“.
Первоначально начинающему сварщику надо тренироваться на листе черной стали. На нем шлифмашинкой или другим инструментом обозначить небольшие прямые линии, чтобы по ним вести сварку. Начинать варить надо без присадки. Внимательно и плавно ведем горелкой прямо вдоль линии, не разжигая дугу. После этого зажигаем дугу и ведем горелку от одного края линии до другого. Ведем ровный ниточный шов, приучая руку правильно держать ванну и не прожигать металл.
Упражнение 2
После освоения ведения шва, переходим к работе с присадочной проволокой. Сначала тренируемся приваривать сам пруток. Разожгли дугу и, когда металл листа расплавился, подаем в сварочную ванну пруток. Останавливаем процесс, подождем, чтобы металл немного застыл и отрываем пруток. Повторяем упражнение несколько раз. После того, как появилась уверенность, начинаем тренировки выполнения сварочного шва с присадкой.
Сварка tig широко распространенный метод соединения металлов. Его освоение вполне возможно начинающему сварщику. С практикой и постоянством придут опыт и мастерство.
Влияние газов на сварочный процесс
Однозначно ответить на вопрос, что нужно для сварки аргоном и какой газ применяется для сварки неплавящимся электродом ответить сложно. Инертное облако влияет на интенсивность формирования шва, глубину провара и форму шовного валика. Чистый Ar обладает низкой теплопроводностью, за счет этого дуговой столб узкий, профиль проникновения V-образный, шов проваривается глубоко.
Чистый He намного легче, формируется широкая дуга, профиль проникновения неглубокий. Применение аргонодуговой сварки в среде He практикуется только при обработке разнородных и жаропрочных нержавеющих металлов из-за высокой стоимости вещества.
Для цветных и нержавеющих сталей чаще приобретают специальные смеси на базе Ar и He. Смеси этих газов в разном соотношении обеспечивают защиту на высоком уровне, улучшают показатели дуги, к примеру при применении смеси He+Ar в соотношении 22-25% к 75-78% увеличит теплоотдачу и увеличение напряжения дуги.
Также используется такая смесь аргона и кислорода с содержанием последнего 1-3%. Это улучшает стабильность горения дуги в целом. Газовые смеси, содержащие по три компонента в своем составе, имеют широкий спектр применения.
Tig сварка видеоурок
Основные параметры ТИГ сварки
Напряжение дуги напрямую влияет на геометрические размеры шва. Чем больше напряжение тем выше скорость сварки и меньше ширина шва.
Интервал размера дуги – от 1,5 до 2,9 мм, для увеличения глубины провара необходимая длинная. Для сварки проката из тонкого металла используется короткая дуга, для уменьшения тепловложения;
Чрезвычайно важным моментом является угол заточки вольфрамового электрода. Чем острее угол, тем шире дуговой столб и ниже нагрузка. Отсюда и более низкий срок службы.
Тупой угол заточки приводит к противоположным следствиям как узкая сварочная ванна, но более долгий срок службы.
Оптимальный угол заточки является от 25-45 градусов. Не рекомендуется использовать угол заточки более 90 градусов.
Скорость сварочного процесса зависит от формы и размеров валика, геометрии соединения, силы сварочного тока, физических свойств основного и присадочного металлов.
Расход газ защищающего сварочную ванну зависит от того, где происходит сварка в помещении, где нет движения воздуха или на улице.
При наличии ветра или сквозняка необходимо увеличить подачу газа так как его частично будет сдувать. Если ветер в зоне сварке сильный, то необходимо дополнительно использовать специальные сетчатые сопла. Их еще называют конфузорные.
Расход зависит и от скорости выполнения сварки и подачи электродной проволоки. Чем больше скорость, тем выше газорасход.
Подготовительные мероприятия перед сваркой
- Оборудование должно быть исправно и иметь действующее свидетельство об аттестации НАКС;
- Газовый баллон посредством шланга подключить к сварочному аппарату. Подключить горелку в разъем соответственно к плюсу если выбрана обратная полярность или на минус в случае с использованием обратной;
- Подключить заземляющий кабель к корпусу сварочного оборудования;
- Подлечить питающий кабель к электросети. Произвести включение аппарата;
- Проверить подачу газа и работу осциллятора. Произвести пробное зажигание сварочной дуги.
Нюансы сварных соединений разных металлов
Теперь о том, что можно варить аргонодуговой tig сваркой и какие особенности необходимо учитывать.
Алюминий
Температура плавления оксида намного выше, чем у самого алюминия. Ее температура варьируется в пределах 20000-20500 °С.
Для удаления окислов необходима обратная полярность, и, соответственно, толстый тугоплавкий или графитовый стержень, приблизительно равной толщине свариваемой детали. Использовать переменный ток.
Для сварки необходима сила тока значительно выше, чем для других металлов даже в большей чем у него температурой плавления. Линейное расширение алюминия одна из трудностей его сварки. Происходит большая усадка металла и как следствие дефекты сварного шва в виде утяжин и подрезов.
Алюминий обладает высокой текучестью, что также ведет к образованию дефектов различного рода. Для уменьшения текучести алюминия необходимо применить подкладки с высокими теплоотводящими свойствами.
Медесодержащие изделия
Медь активно насыщается водородом, отличается текучестью. Сварка меди из-за этого крайне сложна в вертикальном и потолочном положении. Перед ее сваркой обязательно качественная зачистка и обезжиривание поверхности.
Используется TIG, MIG технологи с использованием чистого Ar и графитовых электродов. Как и алюминий медь имеет высокую теплопроводность что обуславливает ее сварку на токах с высокими значениями.
Сварку меди осуществляют с предварительным подогревом изделия до температуры порядка 600 – 650 °С. Для уменьшения сварочных деформаций.

Титан
Это высокоактивный металл, для него необходимо увеличить подачу газовой смеси чтобы максимально защитить сварочную ванну.
Способ сварки зависит от марки титана, можно варить сплавы плавящимися и неплавящимися электродами.
Перед сваркой необходимо тщательно зачищать поверхность заготовки и сварочных материалов. Титану свойственно наводороживание или сродство к водороду.
Наводороживание есть не что иное, как насыщение сварочного шва водородом из газовой или водной среди.
Для устранения чего используют специальные приспособления, кожухи и козырьки, удерживающие защитную атмосферу, в которой происходит остывания шва.
Сущность аргонодуговой сварки в получении шовного валика без окалины, шлаковых включений, пористости. Инертные газы тяжелее воздуха, за счет разницы в плотности при подаче газосмеси в рабочую зону формируется облако.
Для розжига дуги применяются обычные электроды или тугоплавкие вольфрамовые совместно с присадочной проволокой, формирующей шовный валик.
На видео ниже показано, что такое и что включает в себя аргонодуговая сварка, как производить подготовку оборудования и проводить сварку.