Содержание
- 1 Посадка патрона в16 что значит
- 2 Кулачковый патрон для оригинального Дремеля, или даёшь вторую жизнь фирменной бормашинке
- 3 Особенности патронов для сверлильных станков с конусом Морзе
- 4 Как сделать цанговый патрон своими руками?
- 5 Патрон токарный самоцентрирующий трехкулачковый. Паспорт
- 6 Цанговый патрон для станка: разновидности, конструкция, принцип действия
- 7 Патрон сверлильный самозажимной: виды и описание
- 8 Максимальный диаметр хвостовика сверла
- 9 Кулачковые токарные патроны
- 10 Общее описание
- 11 Патроны трехкулачковые поводковые
- 12 Основные разновидности
- 13 Как работает зажимной цанговый механизм
- 14 Основные варианты конструкции
- 15 Общие требования
- 16 Технические характеристики.
- 17 Сверлильный патрон 1-13мм (13 типоразмер) под конус Морзе-2
- 18 Особенности трехкулачкового патрона
- 19 Классификации
- 20 Особенности крепления
- 21 Применение патронов
- 22 Конструктивные особенности
- 23 Посадочное место
- 24 Обозначение цанговых патронов
- 25 Нюансы работы
- 26 Устройство и принцип работы.
- 27 Классы точности
- 28 Схема работы с быстросменным держателем
- 29 Рекомендации по выбору
- 30 Классификация сверлильных патронов
- 31 Материалы изготовления
- 32 Патрон двухкулачковый для установки деталей типа тройников
- 33 Основные размеры и обозначения
- 34 Сверлильные самозажимные патроны c конусом Морзе
- 35 Выбор подходящего изделия
- 36 Вакуумный патрон по дереву своими руками
- 37 Цанговые патроны для сверления
- 38 Конструкция зажимного механизма
- 39 Крепление цангового патрона на станке и ручном инструменте
- 40 Как собрать по чертежам самостоятельно
- 41 Требования, предъявляемые к сверлильным патронам
- 42 Правила сборки и разборки
- 43 Действующие ГОСТы
- 44 Преимущества конуса Морзе
- 45 Использование крепежных элементов
- 46 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
Посадка патрона в16 что значит
Всех пользователей дрелей рано или поздно касаются такие вопросы, связанные со сверлильным патроном:
- какое максимальное по диаметру хвостовика сверло он может зажать
- какое минимальное по диаметру хвостовика сверло он может зажать
- какое у него посадочное место
Первый и второй пункты будут интересовать при необходимости использовать сверла или насадки тех или иных диаметров. А третий — при возникновении потребности в замене патрона.
В этой статье будет четко рассказано про все размеры сверлильных патронов для дрели, чтобы помочь пользователям разобраться в данных вопросах. Отмечу, что все нижесказанное одинаково относится как к быстрозажимным, так и к ключевым патронам.
Кулачковый патрон для оригинального Дремеля, или даёшь вторую жизнь фирменной бормашинке
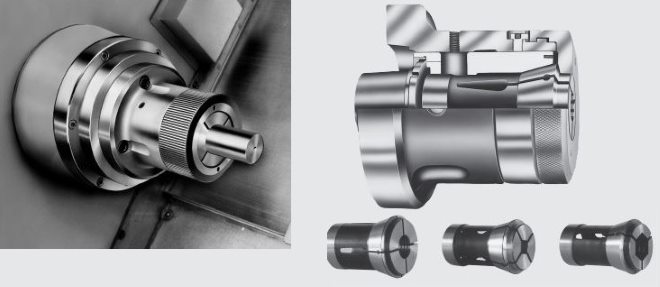
Устройство цангового патрона достаточно простое. Основная деталь оснастки — это цанга, специальное приспособление в виде втулки с продольными разрезами. Эти разрезы формируют пружинящие лепестки, которые надежно удерживают обрабатываемую деталь. Лепестков может быть три, четыре, шесть и более — в зависимости от диаметра втулки.
На предприятиях машиностроения обычно используют зажимы типа ER. Эти детали имеют по две зоны зажима вдоль оси. Поэтому помещенный внутрь инструмент жестко фиксируется, а радиальные биения отсутствуют, так что их даже не учитывают при расчетах.

Изображение №1: Устройство цангового патрона
Серийные цанговые патроны изготавливают из инструментальной закаленной стали и обладают высокой прочностью и стойкостью к износу. Самодельные зажимы делают из бронзы, латуни, алюминия и стали.
Чем цанговый патрон отличается от кулачкового?
Цанговые патроны, как и кулачковые, представляют собой держатели для инструментов и заготовок, поэтому их часто путают. Однако у этих оснасток есть принципиальные различия. Кулачковые патроны считаются более универсальными и потому могут использоваться для фиксации инструментов с хвостовиками разных диаметров. Напротив, цанги предназначены для работы с определенными диаметрами и для инструментов с другими хвостовиками не подходят.











Особенности патронов для сверлильных станков с конусом Морзе

Предназначенный для сверлильного станка патрон представляет собой небольшую по размерам деталь, выполненную из высокопрочной цементированной стали, основное предназначение которой заключается в обеспечении крепежа сверла на оси передней бабки станка (шпинделя). Сверлильный патрон необходим не только для надёжного соединения наконечника станка, но и облегчения процесса смены насадок.
Согласно действующему нормативному документу ГОСТ 15935-88 твёрдость комплектующих патрона является строго оговорённой величиной: так, для корпуса значение по Роквеллу составляет 51 HRC, а для кулачков – 54 HRC. Несмотря на то, что в упомянутом документе стоит обозначение «HRCэ», указанные значения являются верными, так как обе аббревиатуры стали равнозначными (в ближайшее время буква «э» будет исключена из обозначения).
Указанные значения указывают способность того или иного образца металла (или сплава) сопротивляться вдавливанию специального алмазного тестового конуса впрямую в поверхность (заменителем конуса может выступать металлический шарик). Максимальное значение по шкале «С» составляет 100 единиц.

Патрон является своеобразным посредником между конусом Морзе – элементом, крепящимся непосредственно на шпинделе, и сверлом, осуществляющим обработку заготовки. В некоторых случаях патрон может быть снабжён конусообразным хвостовиком, который обеспечивает лучшую связь между ним и конусом за счёт идеальной посадки (так как все размеры являются стандартизированными, подобрать требуемую деталь не составит труда). Вдобавок к этому конус берёт на себя часть нагрузки, передаваемой от вращения вала, потому разрушительное воздействие, оказываемое непосредственно на патрон, значительно снижается.
Как сделать цанговый патрон своими руками?
Как сделать цанговый патрон своими руками, — вопрос, который интересует домашних мастеров, занимающихся токарным и ювелирным делом, гравировальными работами, изготовлением печатных плат. Оснастка используется для фиксации деталей, поперечное сечение которых не совпадает с формой входного отверстия. А необходимость в новых зажимах объясняется тем, что иногда бывает сложно найти серийные комплектующие необходимых параметров. В этой статье мы расскажем, как изготовить самодельную муфту-цангу для дрели и токарного станка, как ее установить и отцентрировать. Но начнем с принципа работы цангового патрона.

 Как заменить лампочку ближнего света на Приоре видео
Как заменить лампочку ближнего света на Приоре видеоФотография №1: Цанговый патрон производства ООО «Спецмашдеталь»
Патрон токарный самоцентрирующий трехкулачковый. Паспорт




Патрон токарный самоцетрирующий трехкулачковый относится к классу спирально-реечных самоцентрирующих трехкулачковых патронов с цилиндрическим пояском и креплением на токарном станке через промежуточный фланец. Самоцентрирующие спирально-реечные токарные патроны предназначены для установки на универсальные токарные, револьверные, внутришлифовальные станки.
Применяются в условиях единичного, мелкосерийного и серийного производства.В трехкулачковых самоцентрирующих патронах закрепляют заготовки круглой и шестигранной формы или круглые прутки большого диаметра. В отличие от токарных патронов клинореечного типа, не требуют времени на переналадку в том случае, когда требуется установка на другой диаметр зажима.




Цанговый патрон для станка: разновидности, конструкция, принцип действия
Такое устройство, как патрон цанговый, представляет собой разновидность зажимных механизмов, используемых для фиксации режущего инструмента, вращающегося с большой скоростью. В отличие от моделей быстрозажимного типа, цанговые патроны не требуют использования дополнительных приспособлений, таких как винты, шпильки или стопорные элементы, поэтому такие устройства часто называют самозажимными.
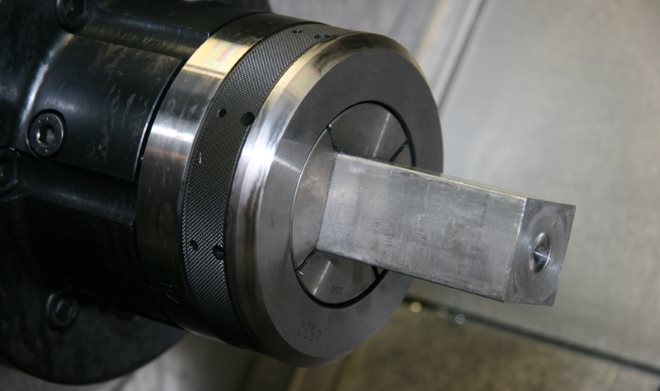
Токарный цанговый патрон для фиксации квадратных прутков
Зажимными элементами цангового типа оснащают патроны для токарного станка, в которых фиксируются детали в процессе обработки. Такие патроны в зависимости от геометрических параметров обрабатываемой заготовки могут отличаться как своими размерами, так и формой зажимных элементов. Самыми распространенными из всех используемых на сегодняшний момент являются цанговые зажимы, относящиеся к типу ER.
Патрон сверлильный самозажимной: виды и описание

Сверлильные патроны применяются для проведения сверления не только с помощью ручного инструмента — шуруповерта, перфоратора или дрели. Они для станка имеют европейские и российские стандарты. Изделия обязаны соответствовать по жесткости крепежа, радиальному биению, типоразмеру, которое требуется для выполнения сверления с учетом плотности материала и толщины сверла. Чем обрабатываемый материал жестче, тем больше на сверло нагрузка. Неверно выбранный патрон сможет повлечь поломку сверла.
Максимальный диаметр хвостовика сверла
Данный размер показывает, насколько широко раскрываются зажимные губки у патрона.
По этому параметру патроны для дрелей могут иметь следующие максимальные размеры:
При этом первые три размера — это очень большая редкость. Остальные диаметры встречаются гораздо чаще.
Нетрудно догадаться, что максимальный зажимаемый диаметр хвостовика для той или иной дрели производитель подбирает, исходя из ее мощности и габаритов. Было бы нелепо устанавливать на маленькую дрель в 300 Вт патрон на 16 мм, как и на киловатную модель патрон на 10 мм. Хотя осуществить такое вполне можно, так как, к примеру, есть киловатные дрели с посадочным местом на 1/2″, где изначально стоит патрон с зажимом на 16 мм, а есть и патроны на 10 мм с такой же посадкой. Ну, а о посадках будет сказано ниже в соответствующем разделе.
Касаемо максимального диаметра зажима, то этот вопрос начинает тревожить пользователя, если ему не удается зажать бОльшую по диаметру насадку или сверло, чем позволяет его модель дрели. Что же, в такой ситуации можно подобрать подходящий патрон, однако увлекаться сильно работой с посадкой большого диаметра не стоит, так как, скорее всего, ваша дрель не предназначена для работы с ней из-за малой мощности.
Кулачковые токарные патроны
Наиболее удобные и функциональные. Работают как на сжатие, так и на разжимание, поэтому могут захватывать заготовку как снаружи, так и изнутри. Различаются количеством кулачков и механизмом их привода. В отличие от металлообработки, для точения дерева двух и трёхкулачковый патрон практически не применяется. Также не пользуются популярностью варианты со спиральным приводом и несъемными кулачками. Наиболее распространённый тип токарных патронов для работы по дереву – самоцентрирующиеся четырёхкулачковые, с реечно-винтовым механизмом передачи и сменными кулачками. На российский рынок они поставляются брендами Axminster, Jet, Barracuda и другими, менее известными компаниями.

Кулачковый токарный патрон

4-кулачковый токарный патрон Ø150 мм

4-кулачковый токарный патрон Ø100 мм
Разновидности кулачков
По форме и назначению сменные кулачки для токарных патронов по дереву делятся на несколько типов, имеющих специальную маркировку:
- A, G, M – на сжатие, отличаются размером и глубиной захвата;
- D и F – действуют на разжимание;
- C и H – универсальные. Разная форма губок;
- для работы с мягким, чувствительным к сжатию деревом, используются кулачки с резиновыми креплениями.
Общее описание
Патрон – это уникальное изделие, которое занимает позицию между основным механизмом и конусом Морзе и выступает в роли посредника, обеспечивая надежную работу комплектующих. Элемент располагают между самим конусом, который устанавливают на шпинделе, и сверлом, что отвечает за обработку заготовки.
Если рассматривать классификацию по методу монтажа, то все детали можно поделить на две ключевые группы.
- Изделия с резьбой.
- Изделия с конусом.


У каждого резьбонарезного патрона для нарезания резьбы своя маркировка согласно требованиям, прописанным в ГОСТ. По ней можно впоследствии узнать характеристики детали и размерные показатели. Главное назначение сверлильных элементов заключается в креплении и зажиме несимметричных заготовок, имеющих разную форму.
При этом производителями выпускаются как самоцентрирующиеся элементы, которые обеспечивают фиксацию деталей с симметричной формой, так и изделия с независимым движением кулачков.

К элементам для токарных станков предъявляют ряд требований, одни из которых диктуют эксплуатационные условия. Среди них:
- жесткость крепления элементов не должна определяться количеством оборотов шпинделя;
- монтаж изделия в шпиндель должен быть удобным;
- у сверла в пределах предельно допустимых подач и твердости подаваемого материала не должно быть радиального биения.


Патрон повышает функциональность оборудования и обеспечивает надежную работу механизмов. Поэтому жесткость крепления элемента должна соотноситься с материалом сверла, и этот момент обязательно нужно учитывать.
Патроны трехкулачковые поводковые
Патроны трехкулачковые поводковые предназначены для крепления заготовок, устанавливаемых в центрах.

Передний центр 1 неподвижно закреплен в патроне. Предварительную настройку кулачков 2 на заданный размер производят перестановкой их по рифленой поверхности. Благодаря шарнирному соединению тяги 4 с муфтой 5 кулачки могут самоустанавливаться, чем достигается равномерность зажима заготовки. Соотношение плеч рычага 3 составляет 1 : 2,5. Устанавливают на переходном фланце.
Основные разновидности
Для комплектации современных металлообрабатывающих станков (токарных, фрезерных и сверлильных) используются самоцентрирующиеся патроны, оснащаемые двумя, тремя или четырьмя кулачками. Зажимные элементы в таких патронах могут приводиться в действие вручную или при помощи механического привода. Если говорить о сферах применения таких зажимных механизмов, то двухкулачковые патроны используются преимущественно для фиксации фасонных отливок в процессе их обработки, а при помощи трехкулачковых зажимных механизмов обеспечивается надежное крепление заготовок и хвостовиков инструментов круглой, конусной и шестигранной формы. Зажимные механизмы, оснащенные четырьмя кулачками, используются в тех случаях, когда для выполнения обработки необходимо зафиксировать несимметричную заготовку или деталь прямоугольной формы.

Цанговый патрон ER20 с комплектом цанг для фрезерного или фрезерно-гравировального станка
Вообще все механизмы для фиксации инструмента или заготовки в процессе обработки подразделяются на следующие категории:
- устройства цангового типа;
- рычажные устройства;
- устройства быстрозажимного типа (БЗП);
- клиновые зажимные устройства;
- гидропатроны;
- мембранные зажимы;
- термопатроны;
- двух-, трех- и четырехкулачковые зажимные устройства.
Самозажимные патроны, в которых используется цанговый механизм, нужны для оснащения как специализированных, так и универсальных станков. Преимуществом применения патронов данного типа является то, что их конструкция обеспечивает достаточное усилие зажима даже при небольшом значении крутящего момента, чего нельзя сказать о подобных устройствах других типов. При выборе цангового патрона следует обращать внимание на то, чтобы основные элементы его конструкции были изготовлены из закаленной стали. В таком случае он способен прослужить значительно дольше.
Как работает зажимной цанговый механизм
Фрезерный или токарный патрон, основу которого составляет цанговый зажим, работает по следующему принципу:
- Самозажимная гайка, которую закручивают, создает давление на торец цангового механизма.
- Под воздействием давления цанга передвигается в отверстие конусной формы, что приводит к сжатию лепестков, из которых состоит ее рабочая часть.
- Сжимаясь, лепестки цанги надежно фиксируют хвостовик инструмента или заготовку.

Устройство простого цангового зажима
Большим преимуществом цанговых патронов для фрезерного станка (или токарного оборудования), если сравнивать их с подобными устройствами других типов, является то, что инструмент или заготовка, которые в них фиксируются, отлично центрируются, что обеспечивает их минимальное радиальное биение. Кроме того, чтобы использовать фрезерный или токарный патрон цангового типа, нет необходимости применять специальные ключи, которые, как правило, часто теряются.
В патроне токарного станка могут зажиматься прутки различной формы благодаря сменным цангам
Цанговые патроны можно использовать для фиксации деталей, конфигурация поперечного сечения которых не соответствует форме их входного отверстия. Для того чтобы зафиксировать в цанговом патроне такую деталь, применяются специальные картриджи, поставляемые в комплекте с устройством.
Основные варианты конструкции
Есть несколько вариантов конструкции патрона для токарного станка, ниже мы коротенько их рассмотрим.
Рычажный
До недавнего времени были популярными типами креплений в токарных станках. Действия основаны на смещении кулачков посредством двуплечего рычага.

Основная характеристика этого типа патронов определяется количеством фиксирующих кулачков и степенью их смещения на рабочем диске. Положение заготовки в рабочей зоне настраивается сложно, особенно при нестандартной обработке.
Клиновой
Внутри патрона вместо спирального диска установлено клинореечное устройство, посредством которого происходит смещение кулачков и крепление обрабатываемой детали.
Исполняется из особо прочных сталей, способных обеспечить неизменность фиксирующих параметров патрона, его бесперебойную и безопасную работу при высоких оборотах тел вращения.

Мембранный
Мембранный патрон. Шток пневмо- или гидропривода давит на мембрану патрона и прогибает её. Прогиб мембраны разжимает губки патрона на доли миллиметра, и заготовка устанавливается до упора в штифты. При отключении привода мембрана возвращается в исходное положение и губки сжимаются, закрепляя заготовку.
Во время обработки заготовка удерживается упругостью мембраны, а большое число кулачков центрируют заготовку с точностью до сотых долей миллиметра. Применяется при чистовой обработке на низких оборотах с мелким сечением снимаемой стружки.

Общие требования
Основными эксплуатационными условиями, определяющими эффективное использование сверлильных патронов в соответствующем оборудовании, являются:
- Жёсткость крепления, которая не должна зависеть от числа оборотов, развиваемых шпинделем.
- Отсутствие радиального биения сверла в пределах допустимых подач и твёрдости обрабатываемого материала.
- Удобство установки в шпиндель станка.
- Наличие дополнительных функциональных возможностей (например, подачи смазочно-охлаждающей жидкости к зоне сверления).
Жёсткость крепления всегда соотносится с материалом сверла и его свободной длиной. Например, для твердосплавных свёрл, устойчивость которых от продольного изгиба крайне мала, сверлильный патрон должен обеспечивать возможность своего самоцентрирования. Вторая задача жёсткости – обеспечить максимально возможные нагрузки на инструмент без риска его поломки.
Технические характеристики.
Корпус патрона выполнен из высококачественного специального чугуна

Рис.1 — Общий вид и основные размеры трехкулачкового токарного патрона.
Технические характеристики токарного патрона приведены в таблице 1
Таблица 1
| Наименование параметров | Значения величин |
| Диаметр наружный D, мм | 250 |
| Диаметр присоединительного пояска D2, мм | 200H7 |
| Диаметр отверстия в корпус D1, мм | 76 |
| Диаметр расположения крепежных отверстий, мм, D3 | 224 |
| Наружный диаметр изделия, зажимаемого в прямых кулачках,мм наибольший | 120 |
| Наружный диаметр изделия, зажимаемого в обратных кулачках, мм наибольший | 266 |
| Максимально допустимая частота вращения, мин ‘ | 2000 |
| Высота бортика под фланец | 5 |
| Высота патрона без кулачков | 85 |
| Высота патрона в сборе | 119 |
| Масса патрона, кг | 29 |
| Крепеж | 6 болтов М12 |
С помощью токарного патрона, используя прямые и обратные кулачки, можно зафиксировать заготовки следующего диапазона размеров
Кулачок прямой предназначен для закрепления обрабатываемой заготовки за наружную поверхность для вала или за внутреннюю поверхность отверстия в заготовке. Кулачок обратный предназначен для закрепления обрабатываемой заготовки за наружную поверхность.
Точностные характеристики токарного патрона
Рис.2.1 — Токарный патрон на холостом ходу
патрон обеспечивает следующие точностные характеристики: Радиальное биение a – 0,045мм;
Торцевое биение c – 0,025мм.
Закрепляя заготовку в патроне можно добиться следующих характеристик:
Рис. 2.2 — Токарный патрон с креплением за внешнюю поверхность заготовки с прямыми кулачками.
диапазон закрепляемых заготовок от 5 до 118мм;
Радиальное биение a на длине 80 мм – 0,040мм.
Рис. 2.3 — Токарный патрон с креплением заготовки за внешнюю поверхность с обратными кулачками.
диапазон закрепляемых заготовок от 77 до 188мм и от 160 до 250мм;
Радиальное биение a – 0,045мм;
Торцевое биение c – 0,025мм.
Рис. 2.4 — Токарный патрон с креплением заготовки за внутреннюю поверхность с прямыми кулачками.
диапазон закрепляемых заготовок от 62 до 174мм и от 145 до 256мм;
Радиальное биение a – 0,045мм;
Торцевое биение c – 0,025мм.




Сверлильный патрон 1-13мм (13 типоразмер) под конус Морзе-2
Сегодня обзор не совсем обычного для Mysku товара. Но я знаю, что тут есть люди которые работают руками и имеют некоторый станочный парк, думаю им будет интересно. Предвосхищая возгласы о том что можно купить старый советский патрон у дедушки на рынке и он будет ого-го! — я сделал сравнение и уверен на 110%, что произвольный патрон из СССР будет не лучше. Возможно, и найдётся сопоставимый, но придётся поискать. Патрон поставляется в двух коробочках: собственно патрон с ключом и хвостовик.

Начнем с хвостовика. Красивый хорошо шлифованный хвостовик под конус Морзе-2 с одной стороны и конус Морзе инструментальный укороченный B16 с другой (почитать подробнее можно например тут). Есть небольшие дефекты на плоской части, но она ни на что не влияет. Поставляется в пластиковой коробочке.



Теперь собственно патрон. Патрон в картонной коробке с качественной полиграфией. Патрон и ключ в разных пакетах. Присутствует инструкция на английской и китайском.






На патроне есть надписи BRIED B16 0.5-13mm. На фото всё бликует, не получилось толком сфотографировать.

Максимально сведенные и разведенные губки

Надо сказать, что в описании на сайте цифры более правильные — от 1 до 13мм. то есть 0.5мм сверло входит в патрон с лёгким натягом, сверлить им не получится. 0.7мм — уже вроде как затягивается, но реально уверенно пожалуй только от 1мм. Впрочем, 0.7 я сверлить не пробовал. Максимальный диаметр — 13.5мм.
Так выглядит патрон в сборе с хвостовиком:

А так в сравнении с аналогом «родом из СССР»

Как видим, аналог заметно меньше в диаметре при тех же заявленных размерах свёрел. Но! Эти патроны НЕСРАВНИМЫ по точности.
Сравнивать будем на вот таком сверлильно-фрезерном станке Гомельского производства

В патроны зажат вал от бензонасоса. Калёный, полированный, ровный, диаметром 6мм. При проверках положение узлов станка не изменялось, за исключением перемещения стола для замены патрона.
Как видим, биение не более полутора соток, что я считаю просто феноменальным результатом. По сути можно использовать вместо цангового патрона для фрезерования чего-то не особо твердого и малыми диаметрами фрез.
Подведем итоги: патрон отличного качества как по исполнению, так и по точности. единственным относительным минусом можно считать достаточно крупные размеры, но это я уже докапываюсь, по правде говоря. То есть даже по ГОСту патрон 1-13мм имеет наружный диаметр 52мм
Несомненно, если у вас есть доступ к складам со списанным или списываемым оборудованием, и в этом «фикспрайсе» «всё за бутылку» широкий выбор нового инструмента из ЗИПов и НЗ — то надо брать на месте. Вдруг будет не хуже? Если же предприятия развалились уже давно и халявы не будет — настоятельно рекомендую к покупке. действительно очень качественный патрон. И это я не п.18 отрабатываю, это совершенно искренне.
Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
Особенности трехкулачкового патрона
Как правило, маркировка выглядит таким образом (на изделиях отечественных изготовителей):
- ГОСТ 8522–79 — это обозначение в маркировке указывает однозначно на соответствие по всем характеристикам в таблице, которая была составлена в 1979 году.
- КМ В18; В16; В12 — это обозначает конус Морзе соединительного отверстия.
- ПСК 3−16 — это указывает на диапазон диаметров сверл в миллиметрах.
Маркировка на быстрозажимном патроне имеет лишь указание на диапазон диаметра зажимаемых сверл и размер внутренней резьбы.
Для сверлильного станка трехкулачковый элемент с креплением сверла ключом отвечает как ГОСТ 8522–79 , но также конус Морзе соответствует стандартам СЭВ 148−75. Это изделия, которые изготовлены в России, делают в соответствии с ГОСТ 8522–79 , они пригодны для сверлильного станка зарубежных изготовителей, которые работают по международным стандартам.
Размеры с учетом ГОСТ 8522–79 — это четкое указание по соответствию допустимому радиальному биению и типоразмеру по диапазону зажима. При этом соответствие к главным параметрам не является указанием на конкретную конструкцию. Внешний вид сверлильных патронов различается:
- по отсутствию или наличию предохраняющего пластикового корпуса;
- по длине и форме рабочей части;
- по цвету сплава;
- по способу крепления между собой основных частей.
Конус Морзе меняется в большую сторону с учетом номера типоразмера. Допуски радиального биения меняются одновременно с размером.
К примеру, конус Морзе В16 имеют 10 и 13 типоразмеры сверлильных патронов. Данные показатели соответствуют верхней границе зажима сверла, нижний определен ГОСТ 8522–79 . Патрон № 15 изготавливается с конусом Морзе В18 по такой же таблице. Его максимальный зажим 15 мм, минимальный — 3 мм.
Быстрозажимной нужно выбирать с учетом размеров резьбы станка и крепежного отверстия. Ключевые патроны имеют определенное достоинство. Конусные переходники дают возможность ставить на станок патроны с большим или меньшим конусом, расширяя таким образом возможности станка.
Самым выносливым является быстрозажимной патрон, однако, он же и самый дорогостоящий — это быстросменный прецизионный патрон. Он лучше всего подходит для станка, который работает на больших оборотах. Прецизионные быстрозажимные патроны, а также конусные хвостовики делают их универсальным.
Классификации
Условно делятся на две группы:
- Кулачковые. Подвижные сегменты (кулачки), производят фиксацию детали. Отличаются друг от друга конструкцией и назначением.
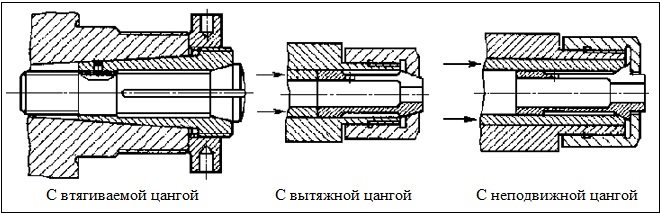
- Цанговые. В зависимости от принятия рабочего положения цанговый патрон для токарного станка, закрепляющей деталь в нужном положении, токарные патроны этого типа различают:
- с выдвижной цангой;
- неподвижной цангой;
- втягиваемой цангой.
Двухкулачковый
Самоцентрирующиеся двухкулачковые патроны. Все детали изделия производятся из стали, подвижные части подвергаются термообработке, что увеличивает их прочностные характеристики и износостойкость.

Обеспечивают самоцентрирование и фиксацию необработанных поверхностей заготовок. Размеры рабочего диаметра патрона стандартизированы и варьируются от 125 до 400 мм.
Применяется патрон для крепления:
- сложных фасонных деталей;
- нецилиндрических и несимметричных заготовок.
Трехкулачковый
Механизм фиксации 3-кулачкового патрона производится:
- с реечным механизмом;
- со спиральным диском.

Реечный
Точнее, патрона со спиральным диском, имеет более мощный зажим заготовки. Может применяться в мелкосерийном или штучном производстве.
Четырехкулачковый
Четырехкулачковый патрон применяется при обработке несимметричных заготовок. Позволяет проточить деталь вне центра или при расточке отверстий по разным осям.
Изделие крепится двумя парами независимых держателей во взаимоперпендикулярных плоскостях и обеспечивает полное совпадение оси шпинделя с обрабатываемой поверхностью.
Кулачок может быть цельным или сборным. Патрон со сборным кулачком имеет основание и насадной кулачок. Сборный кулачок размещен в пазе основного элемента и имеет свободное радиальное перемещение без потери устойчивости.

Этим обеспечивается двойное шпоночное крепление. Преимущество конструкции в жесткости фиксации и простоте применения.
Шестикулачковый
Усилие фиксации распределяется между шестью кулачками, что позволяет крепить тонкостенную деталь без опасений её разрушения или деформирования.

Особенности крепления
Перед включением любого сверлильного станка необходимо не только обеспечить надежность фиксации самой заготовки, следует проверить крепление патрона и использующегося сверла. Полная статичность обеспечивает более качественный и точный результат работы.
Согласно типу станочного крепежа, изделия подразделяются на такие виды:
- элементы, закрепляющиеся с помощью конуса, он соответствует имеющемуся станочному отверстию на устройстве конусного типа;
- изделие присоединяется к станку при помощи обычной резьбы.
В зависимости от метода присоединения изделия к станку каждый фиксирующий элемент для сверла обладает собственным внутренним строением. Если внешняя поверхность обрамлена конусом Морзе, то внутренний механизм будет соответствовать конусному типу. Внутренняя часть Морзе маркируется согласно стандартизации ГОСТ.
Тип изделия выбирается исходя из необходимости создания определенного отверстия, удобства использования за счет быстрой смены насадок либо самого держателя сверла.

Патрон с конусом Морзе








![]()

Применение патронов
Сверлильные элементы используются для крепления и зажима несимметричных сложных заготовок нецилиндрической и цилиндрической формы. Причем отличают самоцентрирующиеся патроны для деталей, которые имеют осесимметричную форму, и изделия с независимыми кулачками, которые используются для несимметричных.
- Цанговые — применяются в виде цилиндра для крепежа сверл малого диаметра с хвостовиком.
- Конусообразные переходные втулки — применяются для закрепления устройства с хвостовиком в форме конуса, когда номер хвостовика конуса изделия не соответствует в шпинделе агрегата номеру конуса.
- Быстросменные — используются для быстрой смены режущего механизма в процессе обработки, что повышает производительность и сокращает время работы во время изготовления отверстий.
- Самоустанавливающиеся — применяются во время изготовления предварительно сделанных отверстий, дают возможность по оси обтачивающего отверстия центрировать агрегат.
Конструктивные особенности
Основными элементами конструкции любого цангового патрона являются зажимная гайка и цанговый зажимной механизм, который может быть выдвижным, втягиваемым или неподвижным. В зависимости от своего назначения цанговые механизмы могут быть зажимными и подающими. Механизмы цангового типа используются и для фиксации обрабатываемых деталей по поверхности их внутреннего отверстия. Обеспечивает такую фиксацию специальное приспособление – цанговая оправка. Кроме фиксации деталей в процессе их обработки, цанговая оправка может использоваться для закрепления на ней фрез насадного типа.
Классификация цанговых патронов по конструкции
Цанговые механизмы подающего типа применяются в тех случаях, когда зафиксированную в них деталь в процессе ее обработки необходимо периодически выдвигать из зажимного устройства. Конструкция такой цанги состоит из стальной втулки, на боковой поверхности которой выполнено три надреза, формирующих пружинящие зажимные лепестки, а также из трубки, через внутреннее отверстие которой заготовка подается в зону обработки. Перед началом использования такого механизма цанговая втулка вкручивается в резьбовое отверстие в трубке, а конец обрабатываемой заготовки пропускается между лепестками зажимного механизма. За подачу заготовки в зону обработки отвечает специальный шток, приводимый в действие посредством кулачкового или гидромеханического механизма.
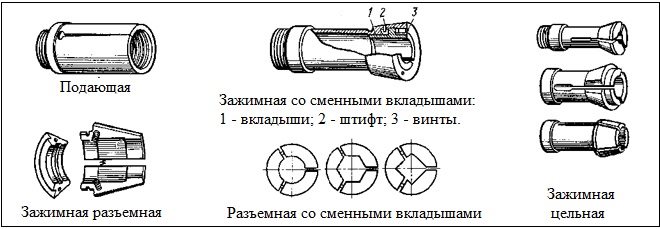
Зажимная цанга, которая также выполнена в виде втулки с пружинящими лепестками, обеспечивает только фиксацию заготовки, без ее подачи в зону выполнения обработки. В зависимости от диаметра хвостовика инструмента или обрабатываемой заготовки, которые фиксируются при помощи цангового механизма, количество лепестков может быть различным. Так, для фиксации инструментов и заготовок с диаметром не больше 3 мм используются трехлепестковые цанги, с диаметром от 3 до 80 мм – четырехлепестковые, с диаметром более 80 мм – шестилепестковые.
Для фиксации инструментов и заготовок самого маленького диаметра нужны разъемные зажимные цанги, в конструкции которых присутствуют специальные пружины, отвечающие за разжимание кулачков. Цанги данного типа могут дополнительно комплектоваться вкладышами, подбираемыми в зависимости от диаметра инструмента или заготовки.

Цанговые держатели с цилиндрическим хвостовиком
Цанговые патроны, конструкция которых дополнена еще одной гайкой, могут использоваться для фиксации инструментов небольшого диаметра с хвостовиком, имеющим форму конуса Морзе. Минусом цанг данного типа является то, что для инструментов различного диаметра необходимо использовать отдельный зажимной механизм.
Посадочное место
Оно может быть резьбовым либо конусным. На большинстве современных моделей используется резьбовое соединение. Однако иногда оно бывает и конусным — в основном на дрелях с патроном под максимальный хвостовик 16 мм.
Резьба может быть метрической, но в большинстве случаев на современных дрелях она идет дюймовая. Производители всегда пишут прямо на патроне, какая у него резьба, если он, конечно же, резьбовой.
Дюймовая резьба бывает следующих размеров:
- 1/4″
- 3/8″
- 5/8″
- 1/2″
Резьбовой патрон с маркировкой 1,5 — 13 мм — 1/2
При этом самыми распространенными являются 3/8 и 1/2. Эти две посадки могут использоваться на патронах с максимальным зажимаемым хвостовиком на 10 и 13 мм. Посадка 1/2 редко, но еще встречается и на патронах с зажимом до 16 мм. 1/4 — это посадка на патронах до 6,5 мм, а 5/8 — опять же до 16.
Метрическая резьба бывает только М12. Применяется для патронов с зажимом до 10, 13 и 16 мм.
Конусное посадочное место может иметь обозначение В12, В16 и В18. Цифры обозначают диаметр в миллиметрах. Применяются они на патронах с зажимом до 10, 13 и 16 мм. Причем с последним диаметром чаще всего.
Конусная посадка Конусный патрон с маркировкой 3-13 мм В16
Это все, что я хотел сказать о размерах дрелевых патронов. Надеюсь, что помог вам со всем этим разобраться. Статью же на этом заканчиваю — до новых встреч!
Всем привет! Я думаю каждый мужчина, а возможно и некоторые женщины, зажимали сверло в сверлильном патроне. А вот какие они бывают возможно знают не все.
Обозначение цанговых патронов
Обозначение цангового патрона с наружным конусом, предназначенного для фиксации инструмента с цилиндрическим хвостовиком, на чертеже выглядит следующим образом.

Изображение №2: Цанга для универсального станка с конусом номер 50, диаметром под хвостовик (d) 12 мм, длиной 90 мм
В таблице ниже приведены стандартные размеры цанговых патронов, которые важно учитывать в расчетах:
| Обозначение конуса | D | d | l, не более |
| 30 | 31,75 | от 2 до 12 | 90 |
| 40 | 44,45 | ||
| 50 | 69,85 | ||
| 30 | 31,75 | от 10 до 25 | 100 |
| 40 | 44,45 | ||
| 50 | 69,85 | ||
| 30 | 31,75 | от 15 до 40 | 110 |
| 40 | 44,45 | ||
| 50 | 69,85 |
Главный действующий стандарт, относящийся к такому типу оснастки, — ГОСТ 26539-85. В нем вводятся характеристики и маркировка цангового патрона с наружным конусом 7:24. А в Постановлении Государственного комитета СССР по стандартам №5943 даются следующие рекомендации:
- графические обозначения опор, зажимов и установочных устройств (в том числе цанговых патронов), используемые в технической документации;
- для отображения опор и зажимов применяют сплошные тонкие линии (ГОСТ 2.303-68).
Нюансы работы
Патроны – дорогое удовольствие, поэтому важно организовать грамотное использование комплектующих и обеспечить их надежную работу. При выборе патрона стоит обратить внимание на характеристики изделия и проверить, соответствуют ли они тем, что прописаны в государственных стандартах. Также специалисты рекомендуют смотреть на соответствие маркировки, которая включает в себя:
- знак производителя;
- предельное усилие зажима;
- условное обозначение;
- сведения о размерах.

Наконец, при покупке патрона также стоит учитывать характеристики конуса шпинделя и хвостовика, а именно – значение максимального и минимального диаметров. После приобретения патрона стоит позаботиться о предотвращении возникновения ненужных нагрузок при использовании устройства и уберечь изделие от различных деформаций. Чтобы добиться качественной эксплуатации патрона, стоит сделать следующее.
- Предварительно измерить размеры конуса Морзе и патрона и при необходимости закупить переходные втулки, чтобы не повредить оба элемента.
- Регулярно проверять чистоту конусных и контактных поверхностей перед монтажом патрона. Если были обнаружены любые виды загрязнений, их необходимо убирать.
- Перед запуском патрона в работу отмечать центр будущего отверстия с помощью керна или другого материала. Такой подход сохранит ресурс сверла и предотвратит риск отклонения механизма.
- Учитывать вибрацию, которую выдает патрон во время работы установки, а также учитывать качество сверления. При обнаружении любых отклонений необходимо прекратить работу и выявить причину.
- При сверлении деталей из твердых материалов использовать системы СОЖ.
- Задействовать инструменты, диаметр которых меньше требуемого диаметра планируемого отверстия.
Дополнительно во время работы можно пользоваться координатными столами, тисками и другими инструментами, способными улучшить производительность сверлильного станка и продлить срок службы патрона.
Устройство и принцип работы.
3.1. Конструкция спирально-реечного токарного патрона представлена на рис.3.

Рис.3 — Конструкция спирально-реечного токарного патрона.
Кулачки 1, 2 и 3 патрона перемещаются одновременно с помощью диска 4. На одной стороне этого диска выполнены пазы (имеющие форму архимедовой спирали), в которых расположены нижние выступы кулачков, а на другой — нарезано коническое зубчатое колесо, сопряженное с тремя коническими зубчатыми колесами 5. При повороте ключом одного из колес 5 диск 4 (благодаря зубчатому зацеплению) также поворачивается и посредством спирали перемещает одновременно и равномерно все три кулачка по пазам корпуса 6 патрона. В зависимости от направления вращения диска кулачки приближаются к центру патрона или удаляются от него, зажимая или освобождая деталь. Кулачки изготовляют трехступенчатыми и для повышения износостойкости закаливают.
Классы точности
Классификация станков по степени точности. Станки разделены на 5 классов:
- Н – станки нормальной точности;
- П – станки повышенной точности;
- В – станки высокой точности;
- А ̶ станки особо высокой точности;
- С – сверхвысокая точность.
В обозначение модели может входить буква, характеризующая точность станка: 16К20П — токарно-винторезный станок повышенной точности.
Схема работы с быстросменным держателем
Смена режущего инструмента может производиться без остановки вращения шпинделя. Патрон имеет конус отверстия, соответствующий конусности хвостовика. Инструмент вставляется вместе со сменной втулкой, на ней есть 2 паза, а внутри корпуса быстросменный сверлильный патрон имеет 2 шарика и углубления для них. Совмещение пазов на сменной втулке с шариками обеспечивает надёжность зажима инструмента в держателе.

Крепления фиксируются наружным зажимным кольцом. При смене сверла кольцо поднимается до упора вверх, открывая пазы, куда при вытаскивании втулки вдавливаются фиксирующие шарообразные крепления. Вставка втулки также происходит при поднятом внешнем кольце. При опускании его шарики совмещаются с пазами втулки и вдавливаются внутрь.
Чтобы во время работы не произошло самопроизвольного высвобождения инструмента, быстросменный сверлильный патрон оснащён стопорным кольцом. От шпинделя сверлу передаётся вращение посредством конуса хвостовика на втулку, надёжно удерживаемую шариками в корпусе. Такое устройство сверления с вертикальной подачей. Для горизонтального сверлильного станка кольцо фиксации шариков оснащено пружинами, закрывающими отверстия в корпусе, предотвращающими западание их внутрь отверстий, что привело бы к периодическому высвобождению втулки с разных сторон.
Чтобы работа происходила быстрее, перед её началом происходит подготовка свёрл. Они закрепляются в сменных втулках, соответствующих внутреннему размеру патрона и раскладываются по порядку использования. При сверлении отверстий большого диаметра применяется двухкулачковый быстросменный сверлильный патрон. Принцип работы с ним тот же, но трёхкулачковый быстрозажимной, имеет (по ГОСТ) меньшие возможности по максимальному размеру зажима.
Патрон сверлильный самозажимной, так же как и быстрозажимной, соответствует ГОСТ по соответствию конуса Морзе с диапазоном зажима. Тем более, что быстрозажимными могут называться обе категории патронов, но к самозажимным относятся только те, которые фиксируют сверло при помощи гайки на корпусе, без задействования ключа. В16 и В18 являются наиболее часто используемыми конусами для всех видов безрезьбовых патронов. Разную степень биения имеет патрон сверлильный самозажимной. С повышением конуса Морзе, увеличивается его допустимое значение, не зависимо от точности самого станка.
Рекомендации по выбору
Первое, на что следует обращать внимание при выборе зажимного патрона цангового типа, – это то, как такое устройство фиксируется на шпинделе используемого оборудования. Вариантов такого крепления может быть два: использование специального переходника или накручивание патрона на резьбовой конец шпинделя. Если фрезерный или токарный патрон цангового типа будет присоединяться к шпинделю станка при помощи фланца или посредством конуса Морзе, необходимо предварительно выяснить их точные параметры (диаметр пояска и параметры конусности).
Как уже говорилось выше, в зависимости от диаметра хвостовика инструмента или обрабатываемой заготовки выбирается количество зажимных элементов, которыми оснащена цанга. Кроме того, следует обращать внимание на материал, из которого изготовлены такие элементы: чем он тверже, тем дольше вам прослужит патрон.
Технические параметры цангового патрона с конусным хвостовиком, учитываемые при подборе оснастки
Простейший цанговый зажим, при помощи которого на валу электродвигателя фиксируется сверло, можно сделать и своими руками. Для изготовления такого фиксирующего механизма, который можно использовать только при выполнении сверлильных работ по мягким материалам, вам потребуются:
Классификация сверлильных патронов
Существуют следующие виды:
- Предохранительный — для нарезания резьбы в сквозных и глухих отверстиях. Он состоит из ведомых полумуфт, кулачков муфты, регулировочной гайки, пружины и основной кулачковой муфты. Применяется как держатель для метчиков.
- Сверлильный быстросменный — применяется с коническим хвостовиком со сменной втулкой для сверл.
- Сверлильный двухкулачковый — зажимает сверло за счет внутренних зацепов сверху патрона, которые фиксируются пружиной. Чем и обусловлена его особенность использования для тонких сверл и применения во время небольших нагрузок на сверло.
- Сверлильный цанговый — состоит из хвостовика, который соединен с цилиндрической частью. Между хвостовиком и зажимом внутри патрона расположена разрезная втулка.
Лишь сверлильные патроны с ключом обладают необходимыми требованиями с учетом ГОСТ 8522–79 . Быстрозажимной изготавливается без конуса, однако в отличие его собрата с ключом, имеет внутреннюю резьбу, ее диапазон непременно указан в маркировке.
Материалы изготовления
Корпус токарного патрона изготавливается из чугуна или из закаленной стали. Патрон со стальным корпусом позволяет работать на увеличенных оборотах.
Чугун
Из-за низкой устойчивости к резким механическим нагрузкам, по качественным показателям должен быть не ниже, чем у марки СЧ 30.
Сталь
Конкретное применение марок сталей ГОСТом не предусмотрено, производитель сам выбирает марку стали. Однако, наиболее распространённые стали должны иметь пределы прочности σB не менее 500 МПа и термической обработкой рабочих поверхностей до твердости не менее 43 HRC (с).
Патрон двухкулачковый для установки деталей типа тройников
Установочная призма 1 и зажимающий кулачок 2 — сменные, это позволяет устанавливать детали, имеющие патрубки, диаметром до 50 мм. Поворот на углы 90° и 180° производят совместно с кронштейном 3. Положение кронштейна фиксируется пальцем 4 при повороте замковой оси 5.

Основные размеры и обозначения
Размеры трехкулачковых патронов. Нормируется по ГОСТ 2675-47:
- номинальный диаметр: от 80 (мм) до 630 (мм);
- внутренний диаметр: от 16 (мм) до 190 (мм);
- ширина: от 50 (мм) до 125 (мм);
- ширина кулачков: от 12 (мм) до 60 (мм).
Размеры четырехкулачковых патронов:
- диаметр патрона: от 80 (мм) до 1000 (мм);
- наружный диаметр присоединительного конуса: от 82.563 (мм) до 285.775 (мм);
- размер шпинделя станка: от 5 (мм) до 15 (мм);
- диаметр проходного отверстия: от 40 (мм) до 200 (мм).
Обозначения патронов иностранного производства читаются в соответствии с их принятых норм и доступны в печати для расшифровки. Например:
Патрон токарный 3–200.33.14 П
- [3] — количество кулачков;
- [200] — наружный диаметр патрона, мм;
- [33] — характеристика, определяемая типом, исполнением, наружным диаметром патрона;
- [14] — Модификация;
- [П] — класс точности.
Сверлильные самозажимные патроны c конусом Морзе
| Наим. | Код заказа | КМ | d1,мм | D,мм | В наличии | Цена с НДС |
| Патрон сверлильный ПСС-8 конус Морзе №2 | MTA2-APU8 | №2 | 1-8 | 37 | 5 шт. | 99,00 EUR |
| Патрон сверлильный ПСС-10 конус Морзе №2 | MTA2-APU10 | 1-10 | 45 | нет | Узнать цену | |
| Патрон сверлильный ПСС-13 конус Морзе №3 | MTA3-APU13 | №3 | 1-13 | 50 | 2 шт. | 208,00 EUR |
| Патрон сверлильный ПСС-16 конус Морзе №3 | MTA3-APU16 | 3-16 | 58 | 3 шт. | 192,00 EUR | |
| Патрон сверлильный ПСС-13 конус Морзе №4 | MTA4-APU13 | №4 | 1-13 | 50 | 3 шт. | 208,00 EUR |
| Патрон сверлильный ПСС-16 конус Морзе №4 | MTA4-APU16 | 3-16 | 58 | нет | Узнать цену |
Выбор подходящего изделия
Характеристики выбранного устройства напрямую влияют на возможность работы с формой, точность геометрии будущего изделия, качество поверхности. Также токарный патрон определяет скорость производства, максимальное количество выпускаемых деталей за смену. Неправильно подобранная конструкция увеличивает количество брака, может привести к поломке станка. Согласно ГОСТ подключение должно осуществляться с учетом следующих параметров:
- Расчетная нагрузка. Патрон для токарного станка может работать с деталями определенного внутреннего и внешнего диаметра, формы и массы. При превышении максимально допустимых размеров, устройство выйдет из строя (особенно при работе на больших оборотах);
- Тип фиксации изделия на оси шпинделя. Для крепления может использоваться центрирующий поясок или фланец, зажим Кэмлок или поворотная шайба;
- Размеры крепежных отверстий и их положение на корпусе;
- Пределы частот. Показывают, на каких максимальных оборотах работает патрон для токарного станка;
- Количество кулачков, их разновидность (накладные или составные), твердость и используемый метод крепления, тип перемещения – все это определяет, насколько удобно будет работать с фиксатором, и какое время потребуется для его переналадки;
- Точность патрона.
Чтобы не ошибиться при выборе изделия, предварительно рекомендуется получить профессиональную консультацию. Сделать это можно у сотрудников нашей компании по контактным телефонам. Мы порекомендуем подходящие патроны токарные с учетом специфики вашего производства.
Вакуумный патрон по дереву своими руками
Если в шпинделе передней бабки вашего токарного станка есть сквозное отверстие для выбивания зубчатого центра, можно дополнить свой арсенал самодельным вакуумным патроном. Для этого понадобятся:
- Мощный пылесос
- Подшипник закрытого типа, примерно равный по внешнему диаметру шлангу пылесоса
- Кусок плотного резинового шланга для соединения пылесоса и подшипника
- Хомут
- Стандартная планшайба с отверстием в центре
- Небольшой кусок МДФ или толстой фанеры
- Текстолит для переходника
Из текстолита вытачивается втулка, одна сторона которой должна быть равна по диаметру внутреннему размеру подшипника, другая – шпинделя. Этот самодельный переходник запрессовывается в подшипник на клею, в станке он будет держаться за счёт плотности посадки. Полученная конструкция соединяется отрезком шланга с пылесосом и фиксируется хомутом.
Из МДФ или фанеры вырезается диск, крепится на планшайбу и обтачивается. Лучше сделать поверхность немного вогнутой. Сверху, для обеспечения плотности прилегания, приклеивается линолеум или тонкая резина. По центру диск сверлится насквозь для отвода воздуха. Подобный патрон, сделанный своими руками, обеспечивает усилие прижатия 40 — 50 кг, достаточное для удержания деталей средних размеров при чистовой обработке.
Цанговые патроны для сверления
Крепежной особенностью в конструкции любого сверла является присутствие двух канавок. Установка насадки в патрон сопровождается его поворачиванием, при этом стопорные шарики попадают в специальные углубления хвостовика. Замена оправки на этом заканчивается. При остановке работающего станка с крепежным механизмом этого типа автоматически блокируется шпиндель.
Такое крепление зажимов обеспечивает надежную фиксацию сверла за минимальное время. Уникальное строение цанги исключает возможность появления зазоров внутри крепежного механизма, это полностью ликвидирует колебания насадки при работе.

Конструкция зажимного механизма
Еще одна важная классификация устройств, отражающаяся на их конструкции и применении, касается сборки зажимного механизма. По этому параметру патроны для токарных станков делятся на следующие виды:
- Поводковые — наиболее простые, используются для обработки центра, в случае необходимости заточки боковых поверхностей выбираются зубчатые и штыревые узлы;
- Спиральные самоцентрирующиеся — центрирование происходит одновременно с фиксацией, что уменьшает время, необходимое для подготовки. Наиболее популярные токарные патроны, оснащаются двумя, тремя или шестью держателями;
- Рычажные — их особенность заключается в наличии тяги с муфтой, приводимые в движение гидравлическим приводом. За счет этого происходит крепление. Востребованы в мелкосерийных производствах;
- Клинореечные — этот токарный патрон по своим характеристикам похож на рычажный, но обеспечивает большую точность центрирования;
- Цанговые — способны фиксировать только прутковые образцы с небольшим диаметром. Несмотря на низкую универсальность, популярны из-за минимальных радиальных биений, позволяющих повысить качество работы;
- Сверлильные — предназначены для подключения к станку сверл и других инструментов;
- Термопатроны — используются на тех же станках, что и цанговые, но для них необходима горячая посадка для подключения инструмента;
- Гидропатроны — еще одна альтернатива цанговым устройствам. Патрон токарный зажимает инструмент за счет рабочего давления жидкости, что уменьшает усилие, требуемое для надежной фиксации.
Крепление цангового патрона на станке и ручном инструменте
Крепление цангового патрона и его центрирование выполняются на шпинделе токарного станка. Отметим, что диаметры патронов и методы их установки стандартизированы. К самым распространенным конструкциям конца шпинделя относят крепежи типа C и типа D (cam-lock). Также для установки цанговых патронов часто используют фланцы и планшайбы, которые размещаются на шпинделе.
Теперь расскажем, как отцентрировать цанговый патрон на валу двигателя ручного инструмента (электродрели). Регулировку проводят в двух плоскостях, при этом вначале устраняют биение в одной плоскости, потом — в другой. Ход работ:
- Зафиксируйте дрель на столе (в лежачем положении).
- Прокрутите патрон, чтобы нужная пара болтов стала параллельна столу.
- Проверните патрон на 180 градусов и зафиксируйте отклонение патрона.
- Исключите биение, подтягивая и ослабляя пару винтов.
Аналогичным образом поступают со второй парой винтов. Чтобы отклонение в двух плоскостях было заметнее, используйте длинное сверло.
Как собрать по чертежам самостоятельно
Для работы по металлу новичку собрать самопальный патрон можно, но весь процесс станет головной болью из-за поисков, нестыковок, ошибок и т. д. Сделать токарный патрон для обработки дерева гораздо доступнее, хотя и не проще, как может показаться.
Прежде всего – чтобы работа шла, необходимо создать подробный сборочный чертёж с чертежами деталировки. За чертежами, потянутся мероприятия. Без чертежей и плана действий чего-либо путного достичь вряд ли удастся, ибо всякий, кто действует без плана, действует долго и плохо.
Затем начинается процесс сбора комплектующих и материалов. Процесс воплощения идей самый трепетный и несёт в себе мощную струю самообновления. А удачное завершение становится очередным благоприятным этапом в творческой жизни.
Требования, предъявляемые к сверлильным патронам
Несмотря на то, что данная деталь представляет собой относительно простую конструкцию, список требований, предъявляемых к ней, достаточно обширен. Патрон должен соответствовать всем пунктам, указанным в нормативных документах ГОСТ 15935-88, ГОСТ 9953-82 и ГОСТ 15593-70 (основные параметры уже были перечислены выше). При этом каждая заводская деталь в обязательном порядке должна иметь маркировку, которая должна содержать:
- Чётко различимый знак компании-производителя;
- Типоразмер детали;
- Диапазон зажима сверла;
- Условное обозначение патрона.
Например: условные обозначения в Российской Федерации являются стандартизированными величинами, потому на рынке достаточно легко найти требуемую деталь. Так, обозначение ПСК 3-16 говорит покупателю о диаметре в мм сверла, обозначение В16 – о диаметре соединительного отверстия конуса в мм. Таким же способом подписываются значения диаметров других инструментов.
Правила сборки и разборки
Иногда могут быть случаи, когда для нормальной работы оборудования требуется детальная очистка. Можно разобрать почти любой патрон, но обратно собрать — нет. Быстрозажимной зачастую имеет кожух, под ним находятся его составляющие. В данном случае разобрать или использовать поверхностную очистку деталей необходимо определить, если снять пластиковый кожух.
Как правило, можно разобрать с помощью грубой физической силы, закрепив его в тисках и по тыльной стороне постукивая молоточком. Этот метод применим для сборных конструкций, где все части изготовлены из толстого металла, но не из цельного металлического куска.
Разобрать быстрозажимной кулачковый, в котором обойма с венцом составляют монолит, с помощью одной лишь силы не получится. Из-за его конструкции может потребоваться нагревающий инструмент. К примеру, строительный фен, который способен придать металлу нагрев до 300 градусов. Перед тем как установить патрон в тиски вращающимся кольцом, нужно спрятать вовнутрь его кулачки. Нагрев вращающегося кольца нужно выполнять снаружи, охлаждая его изнутри с помощью хлопчатого материала, установленного вовнутрь, который во время нагревания детали регулярно поливается холодной водой.
После необходимой температуры нагрева можно из кольца выбить основу, которая в тисках так и останется. В процессе сборки требуется также нагревание детали.
Все выше описываемые патроны используются для зажима инструмента во время сверления разных отверстий на различных станках — токарных, сверлильных и т. д. Вышеописанные параметры непременно смогут помочь подобрать подходящие и правильные инструменты для производства и лично для себя.
Действующие ГОСТы
Регулирует параметры токарных патронов ГОСТ 1654-86. В нём регламентируются технические условия патронов общего назначения. Также действует множество других стандартов. Так, самоцентрирующиеся 3-кулачковые патроны регулируются ГОСТ 2675-80. На двухкулачковые зажимы с самостоятельной центровкой действует ГОСТ 14903-69.
Преимущества конуса Морзе
Кроме возможности быстрой смены инструмента и прочного закрепления его в станке, избегая смещения, а соответственно и перенастройки станка конус Морзе дает еще ряд преимуществ.
Во-первых, применение конуса Морзе привело к значительному уменьшения размеров хвостовика инструмента без потери надежности его закрепления в станке.
Во-вторых – придает дополнительный упор по оси крепления при меньшей длине инструмента по сравнению с цилиндрическим хвостовиком.
В-третьих – существенно снижает вероятность заклинивания инструмента в шпинделе.

Использование крепежных элементов
Среди наиболее распространенных крепежных конструкций применяются на производстве модели В16, чуть большего размера В18, а также конус Морзе. Цифровые показатели в названии модели не соответствуют размерным величинам патрона, к примеру, конусообразное крепление для сверлильных насадок В16 характеризуется диаметром в 27 мм.
Патроны для сверлильного оборудования могут отличаться между собой по следующим признакам:
- по внешней форме и индивидуальной длине рабочей области;
- на некоторых моделях иногда присутствует либо отсутствует предохраняющий корпус из пластика;
- метод скрепления составных частей патрона отличается в разных моделях;
- сплав, из которого изготавливается деталь станка, отличается по цветовому оттенку.
Чтобы расширить возможности сверлильного устройства его укомплектовывают дополнительными переходниками с конусом. Благодаря такому усовершенствованию можно осуществить установку патронов с уменьшенным либо существенно превосходящим по размеру конусом Морзе.
Выделяется также наиболее функциональный и выносливый тип крепежа – быстрозажимной, он идеально подходит для высокоэффективного оборудования, функционирующего на больших скоростях. Благодаря конусным хвостовикам деталь характеризуется высокой универсальностью. Но по стоимости эта деталь оборудования имеет недостижимые величины.
Выбрать тип патрона среди современного многообразия этих деталей несложно, если отдавать предпочтение универсальным разновидностям. Но профессиональная деятельность, связанная с высокоточным и сложным сверлением, требует скрупулезного анализа деталей патрона, это осуществляет не каждый специалист этого дела.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Корпус (гайка) и кулачки патрона должны изготовляться из улучшенной или цементируемой стали.
2.2. Твердость основных деталей патрона должна быть не менее:
| корпус (гайка) | 51 HRC, |
| кулачки | 54 HRC. |
2.3. Патроны изготовляют двух классов точности. Точность патрона определяют значением допуска радиального биения контрольной оправки, зажатой в кулачках патрона, указанного в табл.2.